Мы с удовольствием представляем нашу силиконовую резину HTV для экструзии . Рекомендуется серия TBL-500A, обладающая хорошей прочностью на разрыв, стабильным и надежным качеством продукции. Твердость осадков и дымящаяся твердость 40-80 подходят для экструзии с хорошей скоростью производства. Если у клиента возникают проблемы во время производства, нам необходимо подобрать вулканизирующий агент.
TBL, обеспечьте лучшее и профессиональное решение в области сырья для силиконовой резины!

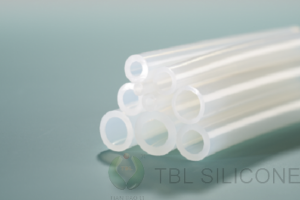
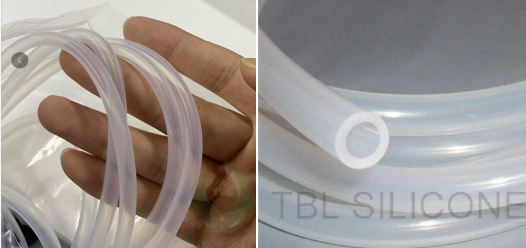
Применимо к: силиконовым изделиям, таким как силиконовая соломинка для молочных бутылок, трубка из силиконовой резины, электрическая нагревательная трубка, термостойкое уплотнение и т. д. Для других целей вы можете настроить его по мере необходимости.
В чем разница между прессованной силиконовой резиной HTV и экструдированной силиконовой резиной HTV?
1. формование компрессионной силиконовой резины HTV формуется вакуумной машиной, а экструдированный силикагель экструдируется экструдером;
2. Формование компрессионной силиконовой резины HTV заключается в добавлении двойного отверждающего агента 2,5 или вулканизирующего агента без запаха, который применим к силиконовым изделиям, таким как клавиатуры, уплотнения, силиконовые кольца, прокладки и другие промышленные детали.
Силиконовая резина HTV для экструзии требует добавления двойного отвердителя 2,4 или платинового отвердителя. Подходит для всех видов проводов, кабелей, шлангов, силиконовых полосок и т. д.
Между двумя отвердителями существуют большие различия, и их нельзя смешивать;
3. Как формовочный компрессионный силиконовый каучук, так и экструдированный силиконовый каучук могут достигать пищевого качества. Безвкусный отвердитель необходимо добавлять, когда формованный кремний достигает пищевого качества, а платиновый отвердитель необходимо добавлять, когда экструдированный кремний достигает пищевого качества;
4. Время формования формованного кремния составляет 60-180 с, а время формования экструдированного силикона составляет всего несколько секунд;
5. Формованный силикон ограничен размером формы изделия, а также размер и характеристики формованного изделия. Однако экструдированный кремний производится посредством процесса экструзии, и формованный продукт может производиться без ограничений в любое время;
Причинами образования пузырьков в экструзионной силиконовой резине являются:
- Смешивание силиконовой резины происходит неравномерно, а оператор нестандартный.
- В резине есть влага.
- Вулканизированной формы недостаточно, и, когда она еще не созрела, появляются пузыри.
- В вулканизаторе много примесей, примеси малых молекул рано дифференцируются, в продуктах остаются пузырьки.